Insights

[MG Series EDM]Digging deep into customer feedback showed the way to go
Published in May 2026

Part 3: Frequency of maintenance is what really matters
Bunta Okada will never forget his visit to a customer who was concerned that their EDM system kept stopping. When he inspected the machine, he found a large amount of machining debris had accumulated inside the tank. Although his immediate thought was “of course the machine is bound to malfunction in this state,” Okada had no choice but to assure the customer that he would deal with the problem.
Machining debris is unavoidable; if it isn’t removed, it can stop the system. One EDM function particularly affected is automatic wire threading.
“You can’t tell a customer that an error is occurring because they haven’t cleaned the machine”
The wire used in EDM systems sometimes needs to be re-threaded during the machining process — for example, after a wire break or when threading through narrow features. To reduce the time and effort of handling these very thin wires, EDM manufacturers, including Mitsubishi Electric, have developed automatic wire-threading functions that can re thread the wire without operator intervention.
However, automatic wire-threading does not always work first time. If the first attempt fails, the machine will keep retrying, automatically stopping after several attempts. This can lead to users experiencing frequent stoppages.
One of the main causes of automatic wire-threading failure is the build-up of machining debris in the dielectric fluid, which can block the nozzle the wire passes through. Regular cleaning prevents this, but users do not always do it.
“Cleaning involves stopping the machine, which reduces productivity, so a lot of users don’t clean it until an error occurs,” says Okada.

Okada developed a mechanism to improve the reliability of automatic wire threading, even when the system has not been maintained properly
Akito Hamada has experience on the front line of customer sales. “Operators with an in-depth knowledge of EDM know how important it is to remove machining debris, but less experienced operators don’t always understand this. As a salesperson, you can’t tell a customer that the error is occurring because they haven’t cleaned the machine,” admits Hamada. This type of maintenance — removing cutting chips, for example — is an unpleasant and troublesome task, yet vital to ongoing performance, in the short term it can be seen as reducing productivity.
New mechanism enables operation for six times longer between maintenance intervals
The project team decided to change the way they approached the issue. They reasoned: “Maintenance work itself is unavoidable, but can’t we improve productivity by ensuring maintenance needs to be done less often?” Increasing the maintenance and debris-cleaning intervals would improve overall efficiency, even if the cleaning job itself remained equally troublesome. This also aligned well with the development theme of improving stability for the new model. Less frequent cleaning would mean fewer stoppages, reducing the impact of maintenance on productivity.
To extend the cleaning cycle, the automatic wire-threading function would need to work even when a certain amount of debris had accumulated. Okada redesigned the wire feed mechanism, increasing the wire feed force during threading and developing a faster retry system when a wire threading error occurs.
To test the new automatic wire-threading function, Okada prepared an environment as if debris had been left to accumulate over 1,400 hours of machining – a rather extreme example. Even in this state, Okada’s automatic wire-threading mechanism proved successful. Based on these test results, maintenance would be required one-sixth as often as on the existing model.
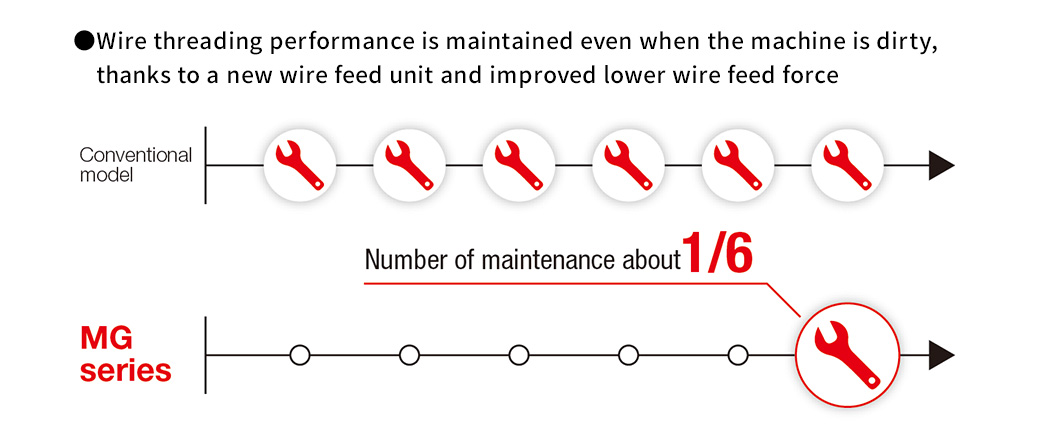
The improved automatic wire-threading function means the MG series can operate for six times longer between maintenance intervals
The concept struck a chord with distributors
During development, the new EDM system had been referred to by the code name “Post MV.” In October 2024, it was officially named “MG” by a vote among those involved, with the G in the name signifying Global or Growth.
In early June 2025, around 150 representatives from distributors across Japan attended the MG launch event. The event was the first opportunity to explain the radically different concept to a broad external audience.
“I was a little anxious that they might point out any problems,” admits Chikahisa.
His concerns turned out to be unfounded, as the reaction to the MG was positive. The project team were finally convinced that it had not been a mistake to focus on stability.
One thing that resonated with the attendees was the idea of less frequent maintenance. Users often tell distributors they want maintenance to be made easier; but users tend to demand immediate solutions. Perhaps ease of maintenance was not the real issue. The project team had managed to dig deeper into the users’ demands to figure out that the real issue was stability – reducing the frequency of maintenance. This concept struck a chord with the distributors, who deal directly with users.
Shifting to a different concept was a major decision. Although distributors responded positively, its effectiveness for end users remains to be demonstrated. “We want to show users the usefulness of each feature to improve stability,” says Chikahisa, determined to validate Mitsubishi Electric’s new concept.
Development project member. From left to right:Akito Hamada, Katsuhiko Hayashi, Bunta Okada, Koichiro Chikahisa